ネック材の左右の削り出しが終わったので、次はネック材の厚みを実寸に近づけていきます。
この記事の内容を動画で簡単にまとめています。
チャンネル登録していただけるととても嬉しいです。
まず、1フレットと12フレットのあたりを実際のネックの厚みから+1mmの厚みになるまで削ります。
今回のネックの厚みは1フレットで22mm、12フレットで24mmです。
指板材の厚みが6mmなので、
1フレットは22mm-6mm+1mmで17mm
12フレットは24mm-6mm+1mmで19mm
の厚みになるようにエコノミーサンダーで削ります。
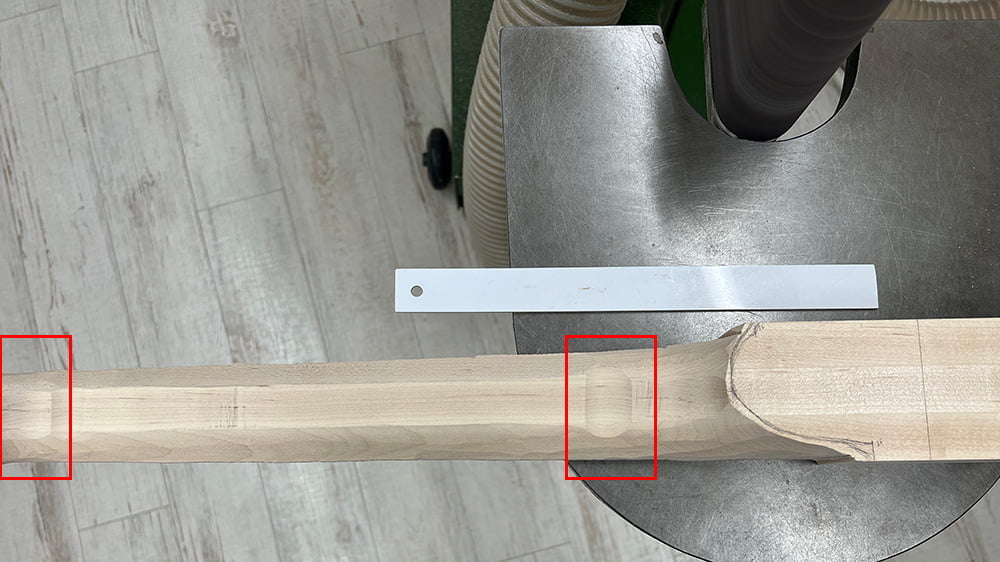
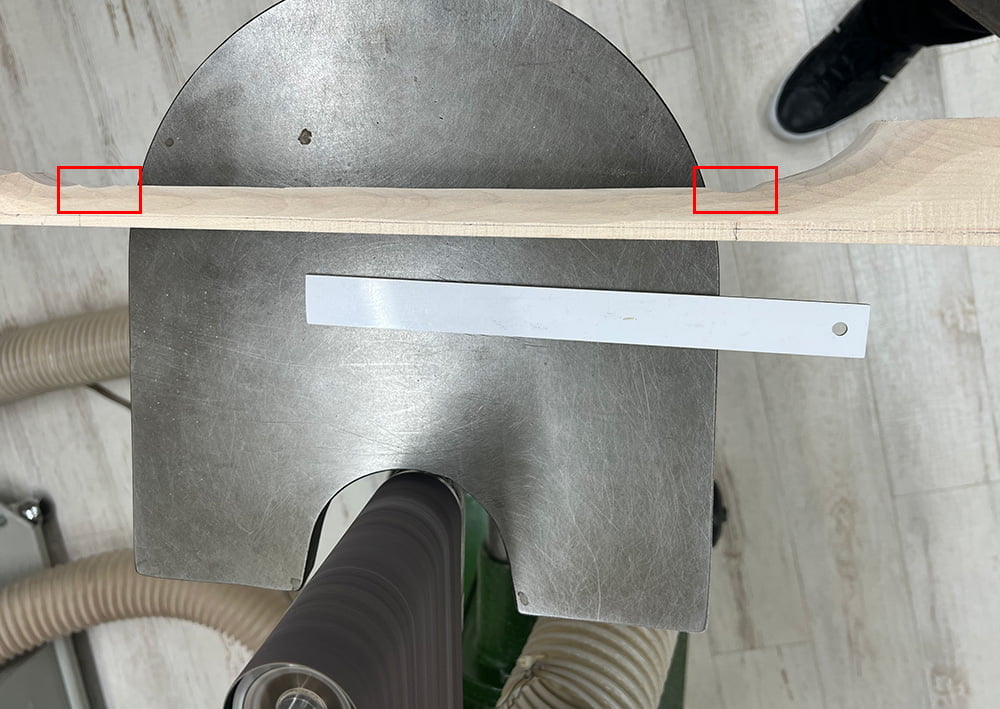
横からの写真。1フレットと12フレットが削れているのがわかります。1フレットと12フレットの間をエコノミーサンダーで真っ直ぐに削っていきます。
スケールで真っ直ぐに削れているかチェックしながら削ります。
1フレットと12フレットの凹みがなくなり、ほぼストレートになりました。
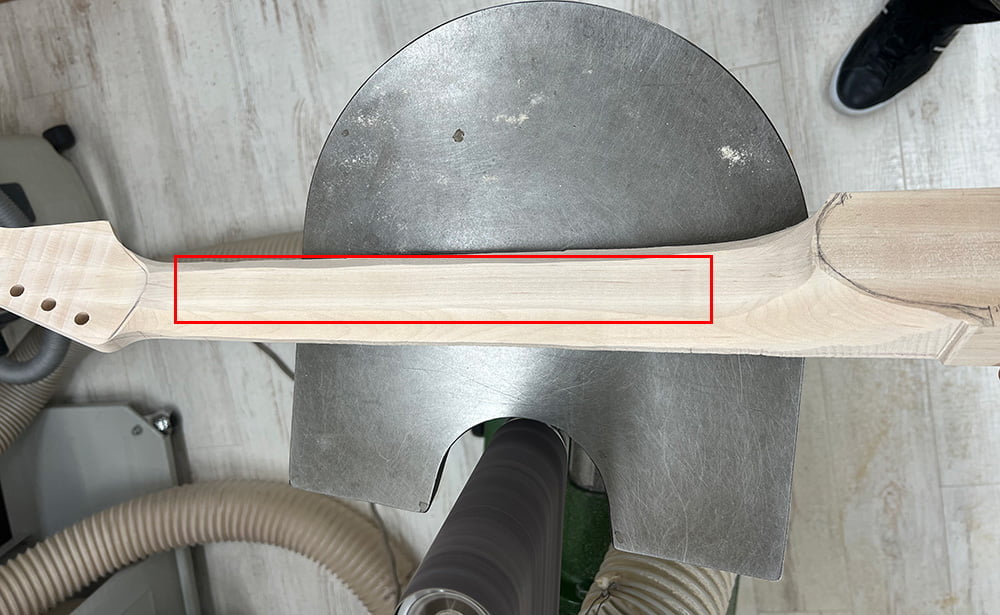
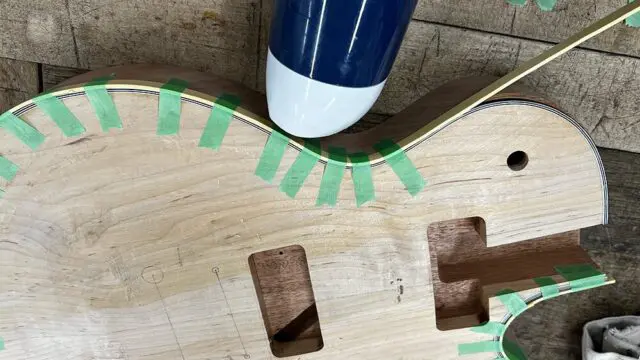
次は、ネックグリップの丸みをつけていきます。
エコノミーサンダーでの荒加工はざっくりと丸くなればOK。
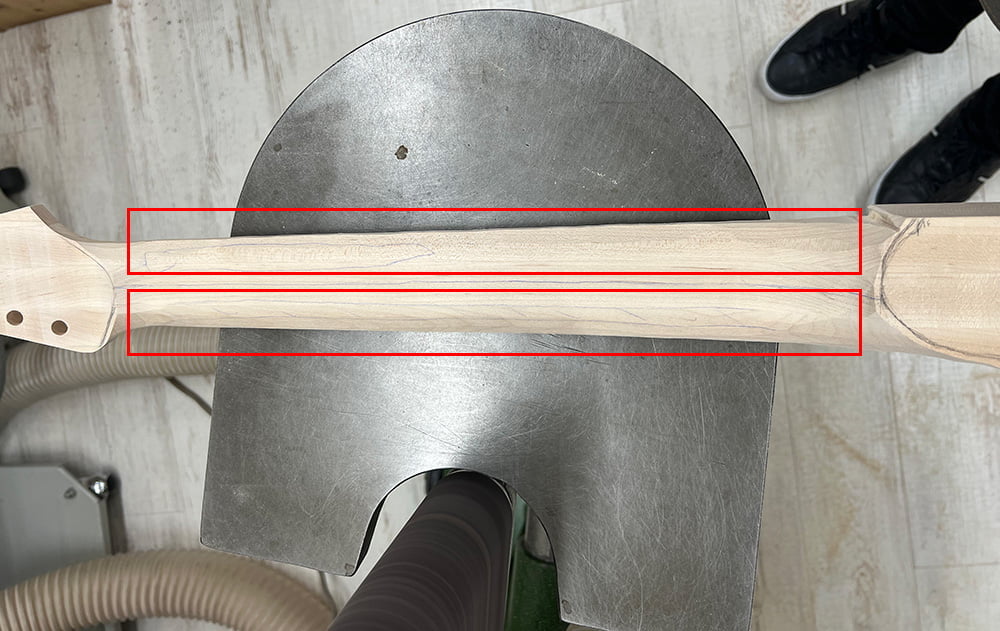
真ん中まで削ってしまうとネックの厚みが変わってしまうので、赤い線のあたりを丸くなるように削ります。
次は、ボリュートとヒールの形を小刀で整えていきます。
こちらは加工前の状態。

ボリュートのなめらかな曲線が出るように削っていきます。

荒加工の段階なので、一旦これでOK。

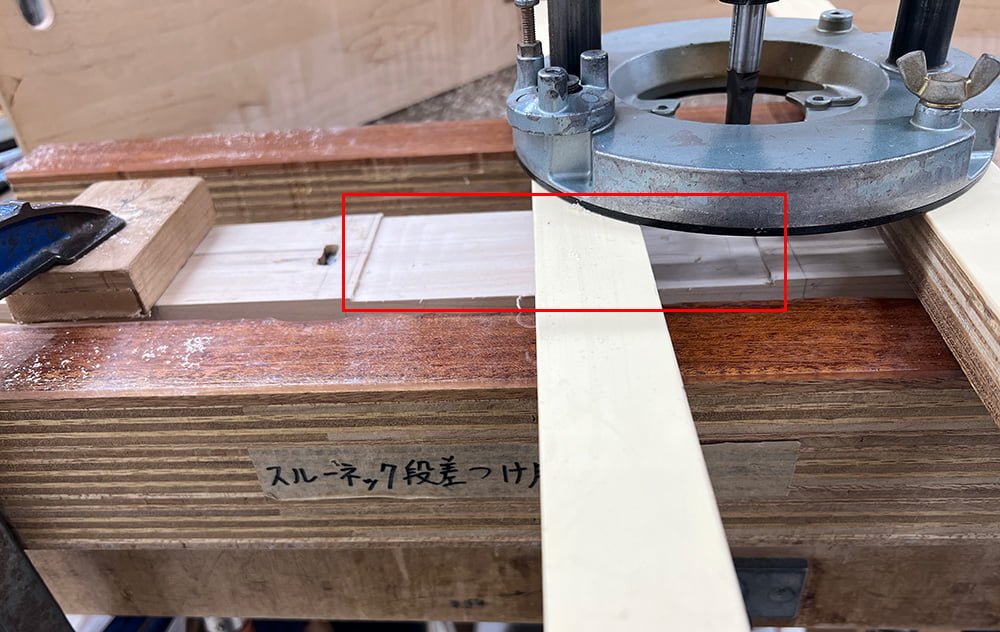
次はネック材のうちボディの一部になる箇所を加工します。
弦高を取るために指板エンドからボディエンドまで3mm掘り下げます。
ただし、指板エンドぎりぎりだとズレる恐れがあるので、3mmボディエンド側に寄せた位置から削り始めます。

削るラインを超えないように、当て木をルーターの脚が当たるように設置します。
これで削り過ぎを防げます。

一気に3mmは削らず、1mmずつ削っていきます。
今日は2mmまでしか削れませんでしたが、こんな感じでトップ面を落とし込みます。