
今日はボリュート、ヒール、グリップの荒加工と、指板厚の調整、ドットポジションの穴あけをします。
ボリュートの形を罫書きします。
ヘッドから自然な曲線になるのが理想です。

ヒールの形も罫書きします。
ヒールは全体を削らないと形を作るのが難しいので、とりあえずそれっぽく書いておきます。

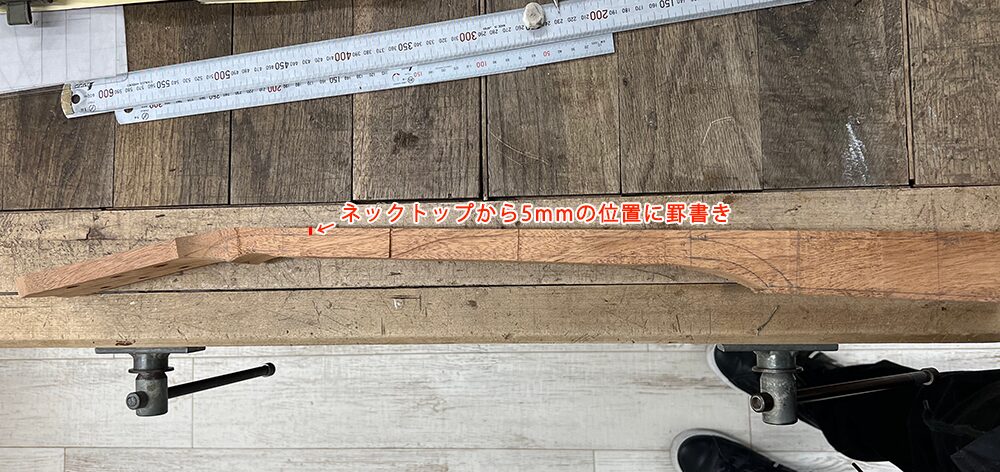
次はグリップの形を荒加工をするための線を罫書きします。
サイドはネックトップから5mmの位置に罫書き。
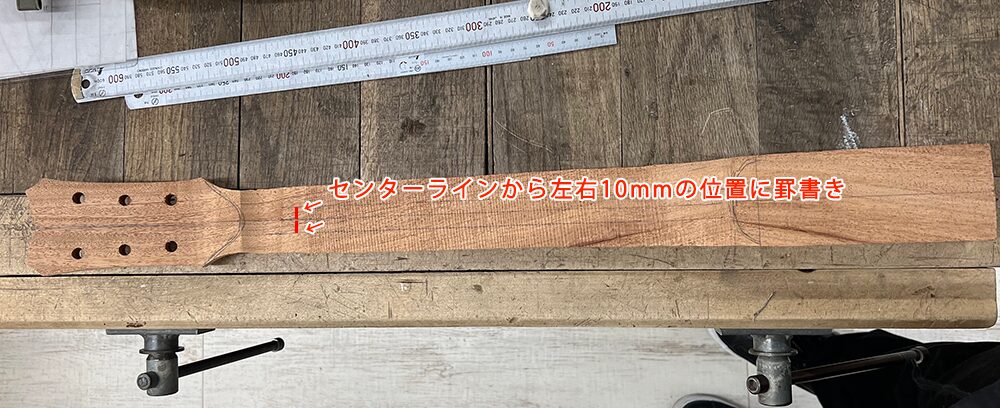
ネック裏はセンターラインから左右10mmの位置に線を罫書き。
エコノミーサンダーでグリップを荒加工します。
向かって右側だけ削った状態です。
ボリュートとヒール付近は曲線をつけながら削り、それ以外のグリップの部分は直線で削ります。

引き続きエコノミーサンダーでグリップの厚みを荒加工します。
厚みの荒加工は、まず1フレットと12フレットを目標の厚み+1〜2mmまで削り、1フレットと12フレットの凹みの底面を直っ線で結びます。
本作のグリップは1フレットで16mm、12フレットで18mmで設計。
厚みの荒加工はメイプルなら+1mmでOKですが、マホガニーは柔らかく削れやすいので+2mmにします。
下記の写真は12フレットの位置で、⑳と書いてあるのは20mmというメモです。

スケールをあてて真っ直ぐ削れているかを確認。

厚みの荒加工ができたら、次はグリップにできるだけ丸みをつけます。

ただし、グリップの中心を削ると厚みが変わるので、中心以外を削ります。
これも荒加工なので、できる範囲でOK。

次は小刀でボリュートを荒加工します。
これもだいたいでOKです。

ヒールも荒加工します。
これもざっくりでOKですが、このあとトラスロッドを調整するので、できるだけ完成形に近づけておきます。

めっちゃネック立てて削ってる。

グリップは南京鉋で荒加工。

ざっくり丸みがついたらOK。

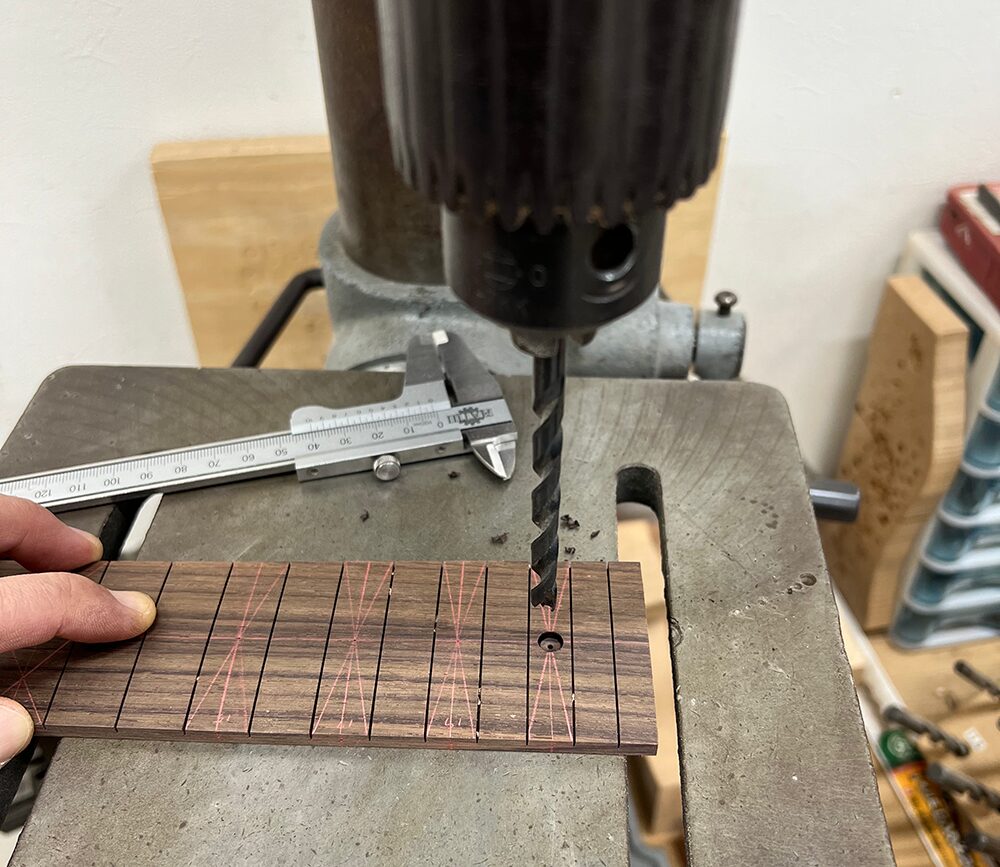
次はドットポジションを埋め込みます。
指板にセンターラインを引き、ドットポジションを埋め込むフレットに指板の両端から線を伸ばして交差させます。
線の交差点がドットポジションの中心です。

Φ6.5のビットでドットポジション用の穴を開けます。
ドットポジションの厚みが約2mmなので、穴の深さは1,7〜1,8mmにします。
注意点として、指板の厚みは均等ではないので、まず0フレット側と最終フレット側の厚みを測り、どちらが薄いか(または厚いか)を把握しておきます。
指板が厚いところと同じ設定で薄いところを掘ろうすると、基準点が下がってボール盤のビットが目標の深さまで届かなくなります。
なので、厚いところと薄いところでは設定を変えて掘らなければなりません。

今日はここまで。じゃあまた。





